
全自动热熔焊接机是一个集机械电子为一体的自动化控制过程。该机器采用夹持及导向装置其材料选用45#钢,动力由液压系统提供,该装置装卸方便,并且可通过在夹持装置中添加管套,以适应不同规格塑料制品焊接的需要。设备自动化程度高、焊接质量好。
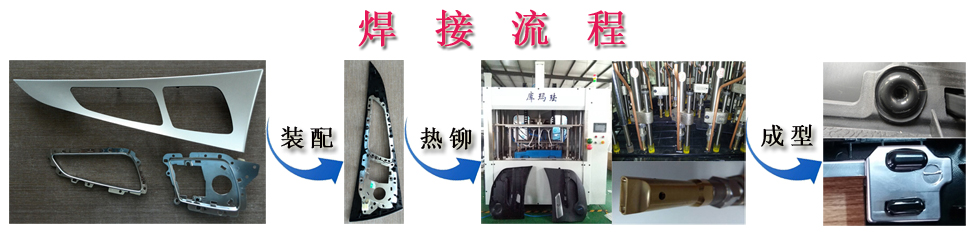
全自动热熔焊接机的工艺过程:
1.准备阶段
清洁焊接部位的油污及泥土等脏物,保证二个互相对接焊管件的同轴度和各自的圆柱度不超过公差范围,然后切削和修整管道的端面,保证端面的平直以及与轴线的垂直度。
2.加热阶段,
将互相对接焊的二个管道在较高压力作用下与加热板接触,以保证管道的二个表面与加热板充分接触,并保持压力P1不变。当熔化的塑料开始向两侧流动时,降低压力至P2,便于熔化的塑料流动。
3.切换阶段,
当有足够的熔化层厚度时,管道与加热板分开,将加热板快速移出。
4.压焊和冷却阶段,在压力P3的作用下,将二个管道连在一起,保持压力一定的时间。
全自动热熔焊接机的基本参数影响热熔焊接质量参数主要有以下几个。
1.加热时间
包括在加热压力作用下塑料表面被加热的时间和在加热压力作用下塑料表面被加热的时间
2.切换时间
加热结束至压焊开始的一段时间,包括管道与加热板分开的时间、加热板移出的时间和管道互相靠拢的时间
3.焊接压力
焊接时,作用在两个焊接面上的压力
4.压焊时间
保持焊接压力的时间
5.加热板温度
加热板表面的真实温度
- 上一篇:振动摩擦焊接机的原理
- 下一篇:超声波振子简介