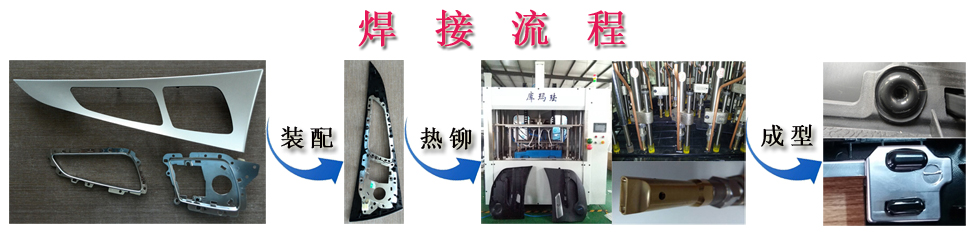

1)塑料热熔焊接机原理:
利用模具的高温使工件熔化,冷却后成型。加热的形式有电阻加热,高频电场加热等。
2)塑料热熔焊接机用途:
热熔机是超音波焊接的一个替代品,用于不规则塑件的铆接和埋植。如收银机有20多个铆接点,而且各点的落差较大。由于面积较大,超音波焊接的模具做不出,它可以同时铆接几个,但20几个就一定要用热熔机了。
3)塑料热熔焊接机缺点:
A,对环境有影响,大型的要用抽风机。如胸罩海绵成型时必须要抽风。
B,环境温度对熔接质量有影响,环境温度太低时甚至可能由于温度不足无法熔接。而超音波焊接不受环境的影响。
C,有一定的危险性,模具温度在200多度,操作人员有被烫伤的可能性。
4)塑料热熔焊接机工艺
1,材料:所有能够热塑变形的材料都适用。
2,对于难焊的材料,要求高速振动、高功率、高压力、瞬间熔合。如尼龙料一般要求功率2600瓦以上,压力5KG以上,温度300度以上,时间0.5S左右。如果长时间发振,会把尼龙内的波纤震碎,改变了尼龙的性能。
3,对于相对较易焊的材料功率、压力可适当降低,熔合时间适当延长。如PC料一般要求功率2600瓦左右,压力5KG左右,温度280-350度,时间1S内。
4,对于比较容易焊的材料功率、压力更低,熔合时间更长。如ABS料一般要求功率压力3-4KG以上,温度260-300度,时间1.8S左右
5,热熔机铆接的质量凭经验判断和工艺参数控制。可通过调节温度、压力、时间等参数来改善质量。
6,热熔机铆接后铆点高度尺寸的稳定性,即公差在0.2-0.3mm内。
5)塑料热熔焊接机治具
1,材料:热熔机的上模是铜,下模是环氧树脂或铝合金或铁。热熔形状复杂或表面要求较高的塑件宜用环氧树脂,便于加工。下模的材料要求在熔接时变形小。
超音波治具上模必须用镁铝合金或钛合金,下膜用环氧树脂,易使工件变形且有吸振作用,只适合于体积较小的工件。
2,热熔机的上模立柱高度应适中,在40-50mm之间,太长则散热快,传导到工件的热量损失大,能耗高。太短则不方便上下模对中,容易使铆点偏。
3,热熔机铆点的形状有多种常见的有半圆形、圆柱形、圆柱锯齿形等,由上模头形状控制。
6)塑料热熔焊接机维护保养
1,加热管长时间加热,易损坏。要定期用万用表测量电阻,损坏了及时更换。
2,铆接时有碎渣,操作平台要定期清理,保持清洁。
3,定期给导柱加机油润滑。
4,定期检查油气分离器,及时排水。