
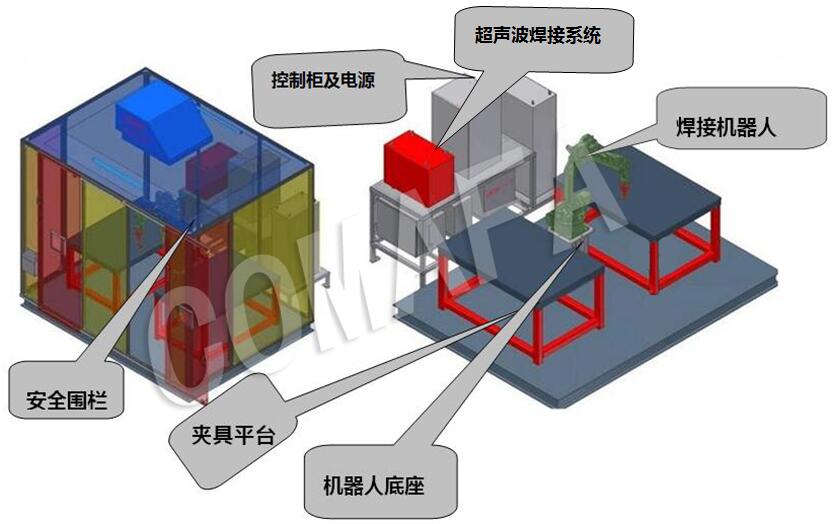
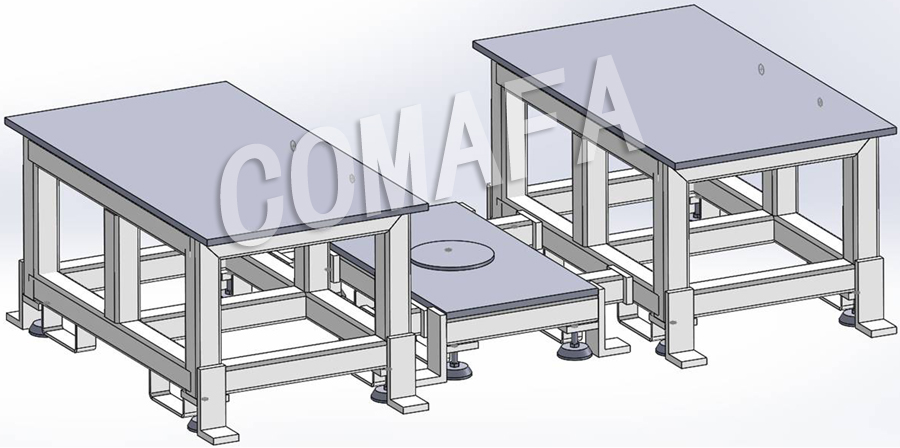
超声波机器人焊接工作站由机器人系统、超声波焊接系统、机器人安装底座、焊接夹具安装平台、焊接夹具、全封闭式安全围栏、控制柜及焊接电源放置架以及电气控制系统组成。结构图如下:
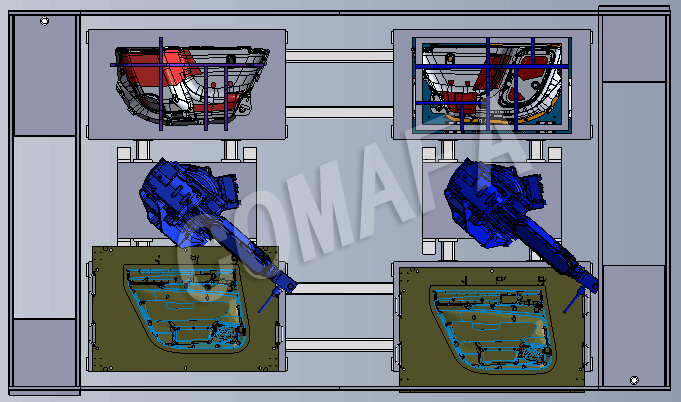
超声波机器人焊接工作站主要用于完成对汽车塑料件[塑料件拼接、塑料柱铆点、隔音棉穿刺等(见下图)]的自动焊接,固定坐式机器人工位及焊接,H型双工位平行布局方式;其中焊接工位分别由一套夹具固定平台和焊接工装夹具组成(下图)。即超声波机器人焊接工作站采用壹套固定座式焊接机器人+两套焊接夹具平台(可按要求分布)+两套焊接夹具的组合方式。


当机器人作为多工位焊接时,两个工位能进行预约焊接,一个工位焊接的同时另一工位进行工件的装卸,有效提高机器人使用率和生产效率。为方便进行多种规格工件焊接及参数设置,控制系统采用PLC+触摸屏方式进行控制和操作。
设备布局方式:H型双工位平行工位布局;两套焊接夹具平台对称布置,坐式机器人安装在两套焊接工装的中间,工作站设置全封闭式安全围栏。
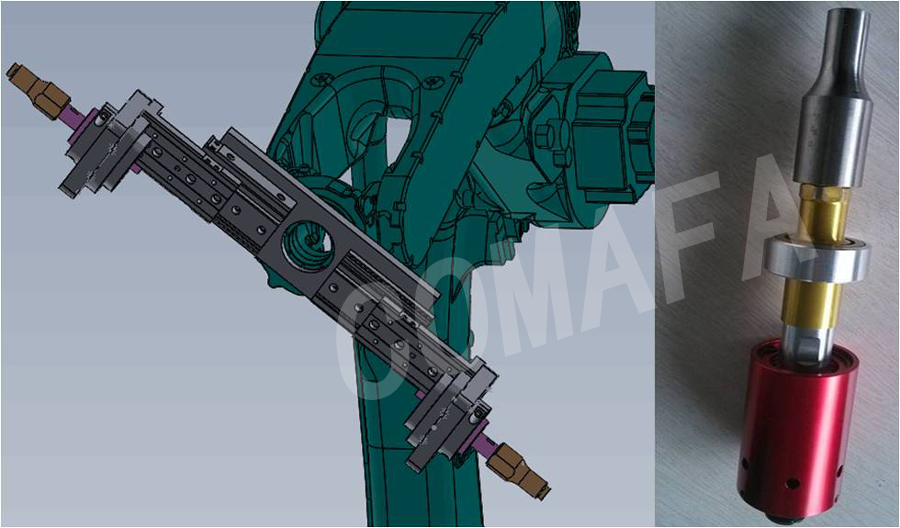
设备可按需求带2套超声波焊接系统,焊接不同形状的塑料件。
控制系统:采用三菱PLC+工业触摸屏主控方式,系统的启动、停止以及暂停、急件等均可通过操作盘进行;系统的运行状态及系统报警可在操作盘上显示。
焊接工装夹具及平台
工装夹具采用手动+气动快速夹紧,由夹具安装定位板、定位块、定位销、快速夹紧机构、快换连接接口等机构组成,主要完成汽车塑料件的快速定位焊接时的夹紧。采用手动快速定位及夹紧,保证工件定位准确、牢靠。根据同类型工件,可手动快速调整个组件,以适应长短不同的工件的定位及压紧;根据不同类型工件(产品换型),采用整体更换夹具的方式实现,每一付夹具上均设置有可以快速换模的装置(独立气源以及快插电源),能保证安全、准确、快速地实现夹具更换,以实现产品换型,提高工作站的柔性。
适用产品:
适用汽车塑料件的焊接(门板铆点、门板隔音棉、轮罩总成、喇叭罩、行李箱盖板、后隔板、引擎盖、车门加强柱、a柱、座椅网兜、备胎盖板、汽车保险杠冲孔等等),单点焊接因此适用大部分汽车内饰外饰件。
焊接节拍
单点(2-4s)+机器人运动轨迹(2s)。
