

在生产过程中,为发挥超声波焊接设备的最佳焊接效果,必须调整超声波焊接机的发振系统与振动系统的发振程度,因此音波检测程序非常重要。怎样做好超声波焊接机音波检测?需注意以下几点
1、检测前,上焊模与超声振头两者必须密合锁紧,检验时上焊模切勿接触工件。
2、合上电源开关,此时电源指示灯亮。
3、打开侧盖板之门页。
4、将选择开关按至音波检测档位置,观测振幅表之指示值,每次音波检测开关不能连续按下超过3秒。
5、顺逆旋转音波检测螺丝使振幅表指针在最低刻度值位置。
注意:振幅表指针能调到1.2(或100)刻度值以下,且确保为最低刻度位置,焊机的发振系统与振动系统谱振最好。
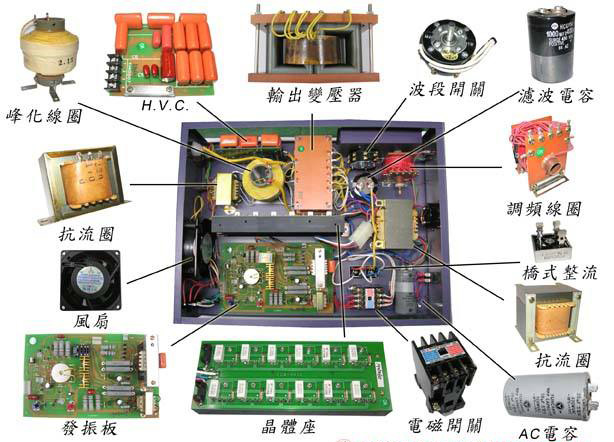
超声波塑料焊接机由超声波发振系统,保护电路,超声波换能系统,气动系统,机架,工作台等部份构成,超声波熔接机按功率分为900W,2600W,4200W,5600W等,按频率分为15K,20K,35K,40K等,功率越大,频率越低;频率越大,熔接精度越高,超声波焊接具有焊接速度快,焊缝牢固等优点,只需改变焊头便可一机多用,超声波焊接设备焊接前切记必须先做音波检测,尢其更换超声波焊模,此操作更不可疏忽。
- 上一篇:手持超声波焊接机安装模具的注意事项
- 下一篇:超声波焊接机频率知识分享