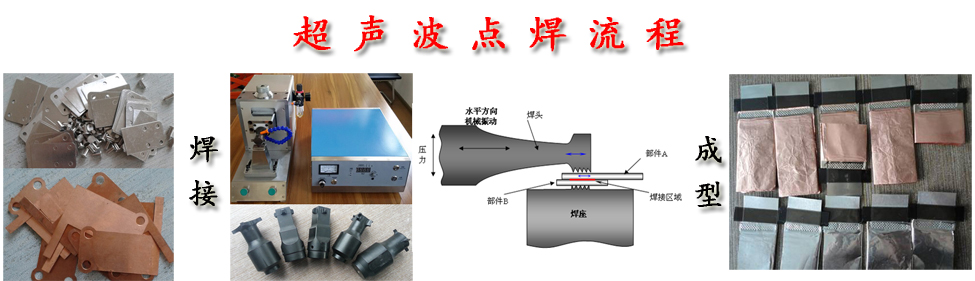
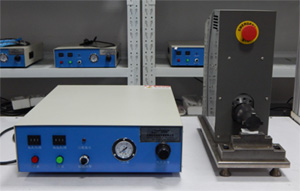
超声波金属点焊机模具分为上模(超声波焊头)horn和下模(砧板)。
1.先将上、下模大至调整水平,紧固螺丝,调整机器右边微调上模螺栓(逆时针调节焊头下降),使上、下模非工作间隙在10mm左右,在下模上垫两层0.05mm厚白纸,中间放一张复写纸,按SETUP键再按HORN键,使上模(超声波焊头)在不发超声波的状态下压在下模(砧板)上,按HORN键使焊头升起,检查白纸上复写纸压痕,则调整超声波模具左右转动,则调整下模。
2.上模模间隙调整:放置一条镍片(厚0.127mm)在上下模具之间,按SETUP键,再按HORN键使焊头下压,压住镍片,调整超声波金属点焊机右边微调下模螺栓(顺时针调节则间隙变小),在水平面内转动镍片,但镍片不移出上下模之间,则间隙正常约0.1mm,最终间隙需按焊接效果而调整。
3.上模装配与频率测试:以扭动扳手施加约50kg扭矩力紧固上模,按鼠标旁TEST键约1秒,测试上模频率,指示灯亮应视2个小格。
- 上一篇:自动追频超声波塑焊机的特点
- 下一篇:超声波塑料焊接机谐振