
1.什么是超声波焊接头
超声波焊头是超声波发射端的统称,它的作用是将换能器产生的超声波耦合到被加工的零件当中。因其要传递超声波,故焊头一定要在一定的谐振状态下工作,即焊头的固有谐振频率要与换能器的频率要匹配;其次,焊头的振幅要均匀,形状要与被加工零件的型面相一致。
2.超声波焊接头材质
1)钛合金:韧性高,硬度高,热传导性好,成本比铝合金高,但其疲劳强度比铝合金高1倍以上,具有更好的耐磨性能;
2)铝镁合金:具有极好的机械屈服强度,硬度高,热传导性极好,是理想的超声波焊头材料;缺点是耐磨性不好,只能适用于一般的焊接要求;
3)粉末冶金钢:硬度极高,耐磨性极好,从而成本低,对机械振动的损失小;但其热传导性差,制作工艺比较复杂。
3.超声波焊接头波长
一般有3种:1/N波长(半波);全波长;多倍波长。
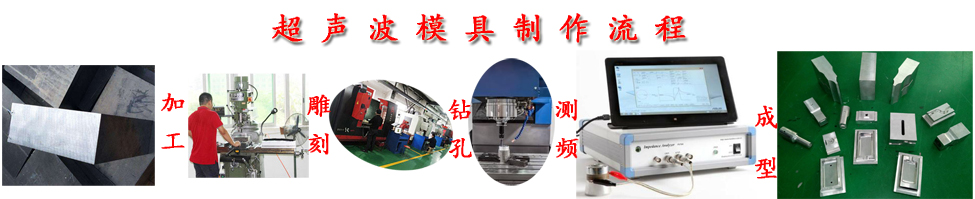
4.超声波焊头设计和加工
1)焊头设计好后,需要经过调谐测试,使得其固有谐振频率与换能器传递的频率相匹配,保证焊头能够将换能器转换的机械振动持续地传递到被焊接工件的表面,且形成持续稳定的焊接效果。通过超声波模拟软件,来模拟实际焊接状态,加工出具有良好机械效应和声学效应的焊头。若调谐不当,会导致焊接效果差,严重的话会损坏换能器和发生器;
2)焊头的设计要结合零件的材质和形状。
5.超声波焊接头性能的评判标准
1)焊头的振幅:振幅对于焊接材料来讲是个很重要的参数,振幅过小则能量低,需要更长的焊接时间;过大则使得温度过高,材料烧焦、过焊。每家公司选择的换能器不同,从而输出的振幅也不同,经过变幅杆和焊头的调幅,来矫正到一个合适的振幅,一般工作振幅在30~60um不等;
2)焊头的频率:每台焊机都有个中心频率,如20KHZ、40KHZ。焊机的工作频率由换能器、调幅器和焊头的机械共振频率来决定,发生器的频率由机械共振频率来调整,以达到一致,使得焊头处于谐振状态。机械共振频率有个谐振频率范围,一般在20KHZ+-0.5KHZ以内,那么焊头在加工时一般会要求保持+-0.1KHZ的加工精度;
3)焊头的寿命:焊头的材料和工艺决定其使用寿命;
4)焊头的加工精度:焊头一直处于高频振动下,一定要保证加工的左右对称精度,如果焊头加工不对称,会导致不均匀应力和横向振动的产生,从而使得焊头过热或断裂;
5)焊头的节点;
6)焊头的模具设计。
- 上一篇:超声波焊接机部件组成
- 下一篇:机器人超声波焊接与切割在汽车塑料零部件的应用