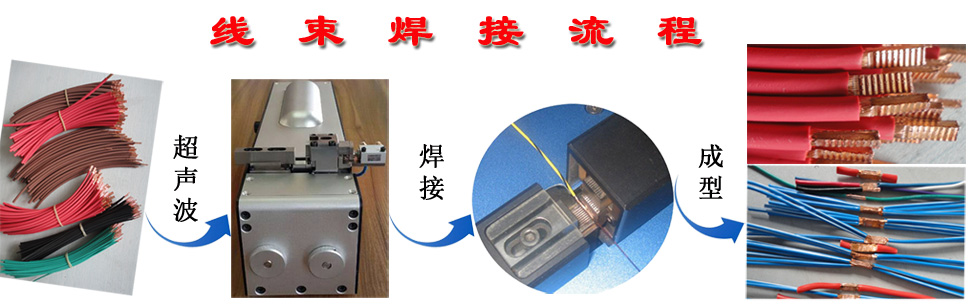

线束加工制作流程分为以下几部分:裁线→脱外皮→刷线→扭线→沾锡→端子压接→分装→组装→电性检测→外观检验→包装。
1.裁线
用自动裁线设备将电线按工艺要求的尺寸裁剪完成,将裁好的线材整理整齐(50条/扎)放到指定位置,并贴上标识。
2.脱外皮
根据线材规格安装好对应的刀片,按工艺指标调节好脱皮、夹线、切线的行程,按脱皮长度调节好尺寸调节板,将线材放置到刀片中间,线头顶住尺寸调节板,踩下脚踏进行脱皮。
3.刷线
接通电源,电动铜刷转向为顺时钟转向,按SOP图示方法将两端外露的斜包层与芯线分开,并将分开的斜包层(即地线)捻紧捻直。
4.扭线
扭线夹完整,转动力均匀,将刷开的铜丝全部夹入扭线夹中进行扭线(夹铜丝时应夹在中下方)。
5.沾锡
按SOP上给定的温度调节锡炉(300±20℃),将电线整理整好,各芯线导体要分开、对齐,将芯线导体沾上助焊剂,沾锡时芯线须垂直的送往锡炉中(尺寸按SOP要求),芯线到位时须立即的取出线材。
6.端子压接
将裁剪完成的电线用小压接机压接上端子,有时候可以一个端子压接多根电线。
7.分装
将压接好的电线根据分装工艺要求分装,就是将端子插入护套内。
8.组装
将分装完成的小总成在图板上按回路走向组装完成(胶带或拉带捆扎成束,就是线束)。
9.电性检测
用标准线材测试机检测电线的耐压、阻抗、短断路等性能。
10.外观检测
用肉眼检测一些外观件是否达标,是否缺少附件等。
11.包装
将电线整理整齐,按图示方法包装(500PCS/箱)50PCS/扎,5扎/袋,2袋/箱;箱装满时,用封箱机将箱口封好并贴上标签。
- 上一篇:线束行业的工厂布局
- 下一篇:汽车高压线束的组成与设计主要考虑的因素