ГЌЩљВЈЯпЪјКИНгЛњЪЪгУгкЖрЙЩТуЭЯпЕФКИНгЃЌЯпЪјзмНиУцЛ§гІдк25mm2вЛЯТЁЃ
ЯпЪјГЌЩљВЈКИНгЛњФкВПНсЙЙ
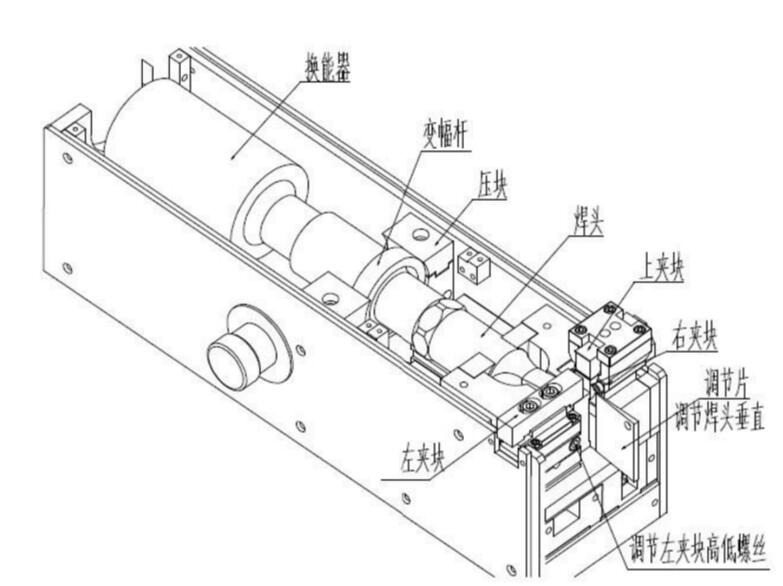
| ВПМўУћГЦ | ЙІФмУшЪі |
| ЛЛФмЦїЁЂБфЗљИЫЁЂКИЭЗ | ЙЙГЩећжЇеёЖЏЯЕЭГ |
| бЙПщ | гУгкАбеёЖЏЯЕЭГЙЬЖЈдкЛњМмЩЯ |
| зѓМаПщ | КИНгЪБЃЌПижЦПэЖШЪЙгУЃЛзѓМаПщЩЯЕФСНИіЙЬЖЈТнЫПгУгкЩшжУПэЖШЙщСуЪБЪЙгУ |
| ЩЯМаПщ | КИНгЪБНјааЯТбЙдЫЖЏ |
| гвМаПщ | ЯоЮЛЪЙгУЃЌЗХжУКИНгЪБгвБпХмЯпЯжЯѓ |
| ЕїНкзѓФЃПщИпЕЭТнЫП | ЕїећзѓМаПщгыКИЭЗЕФЩЯЯТМфЯЖЃЌЗРжЙКИНгЪБзѓБпХмЯпЯжЯѓЁЃ |
ЯпЪјГЌЩљВЈКИНгЛњЗЂЩњЦї
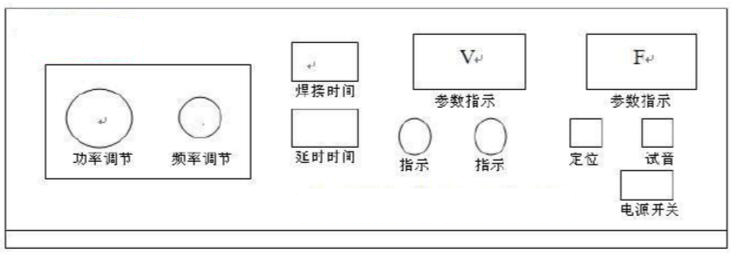
ЕчдДПЊЙи
ГЌЩљВЈЗЂЩњЦїЕчдДПЊЙиЁЃ
ЪдвєАДХЅЃЈТЬЃЉ
ГЌЩљВЈЕФДЅЗЂАДХЅЃЌжївЊгУгкМьбщГЌЩљВЈЯЕЭГЪЧЗёе§ГЃЁЃ
ЖЈЮЛАДХЅЃЈКьЃЉ
МаОпЪжЖЏВтЪдЃЈЮоГЌЩљВЈДЅЗЂЃЉЁЃ
ЕчдДжИЪОЕЦЃЈКьЃЉ
ГЌЩљВЈЗЂЩњЦїЕчдДжИЪОЕЦЁЃ
Й§диЕЦЃЈТЬЃЉ
ЯдЪОЙ§диЧщПіЁЃЕБГіЯжЙ§диЪБЃЌЙ§диЕЦЗЂССЃЌГЌЩљВЈжаЖЯЁЃ
еёЗљБэЃЈFЃЉ
ЕїЪдЛђВтЪдЪБЯђгвЦЋвЦ0.ЁЋ0.1ЁЃ
ЕчбЙБэЃЈVЃЉ
дкЕїЪдЪБЪЙгУЃЌЕБеёЗљБэЯђгвЦЋвЦ0.ЁЋ0.1жЎМфЪБЃЌДЫЪБЕчбЙБэЯђгвЦЋвЦ1ЁЋ2ИёЮЊБъзМЁЃ
бгГйЪБМф
ЙЄзїПЊЙиДЅЗЂЃЌзѓгвбЙПщЖЏзїЕФЪБМфЁЃ
КИНгЪБМф
ГЌЩљВЈДЅЗЂЕФЪБМфЃЈИљОнЯпЪјКИНгаЇЙћЕїНкЪБМфЃЉЁЃ
еёЗљЕїНк(ГЌЩљВЈЙІТЪ)
ДЫа§ХЅЗжЮЊ5ИіЕЕЮЛЃЌЫцзХЕЕЮЛЕФдіДѓдђЪфГіЙІТЪБфДѓЃЌИљОнЯпЪјКИНгаЇЙћЕїНкЕЕЮЛЁЃ
ЦЕТЪЕїНк
ЕБАДЯТЪдвєАДХЅЃЌеёЗљБэВЛдк0.ЁЋ0.1жЎМфЃЌдђДЫЪБЫЕУїВЛдкаГеёзДЬЌЃЌашЕїНкДЮа§ХЅДяЕНзДЬЌЁЃ
ЯпЪјЗХжУвЊЧѓЃК
ЯпЪјКИНгЪБЯТСаЧщПіВЛдЪаэЗЂЩњЃК
1ЁЂЕЅИљЕМЯпжааОЯпШБЪЇГЌЙ§1%ЁЂЫЩШэЁЂЛЎЩЫЛђЭЙЦ№ЁЃ
КИНгНкЕузЦЩЫЃЈБфЩЋЃЉ
КИЕугаСбЮЦЛђЖЯСб
КИЕуФкгаЭтРДдгжЪЃЈгЭжЌЁЂгЭЁЂАўТфСЃзгЕШЃЉ
ЕЅИљЕМЯпПЩБЛАўРыгкКИЕу
ОјдЕЦЄШлЛЏгкКИЕуФк
ЭЌвЛКИЕужиИДКИШ§ДЮМАШ§ДЮвдЩЯЃЈзЂЃКжиИДКИЕкЖўДЮЪБашМьВщЭЫПгаЮоЫ№ЩЫЃЉ

2ЁЂШШЫѕЙмБэУцВЛЙтЛЌЁЂВЛЦНећЁЂБэУцгаЛЎЩЫЕШ
КИЕуУїЯдЦЋРыШШЫѕЙмжаМфЃЌКИЕуФЉЖЫгыШШЫѕЙмФЉЖЫОрРыУїЯдаЁгк10mm
ШШЫѕВЛНє
ШШЫѕЙмЮоНКвчГі
ЭЫПДЬЦЦШШЫѕЙм
ШШЫѕЙмзЦЩЫ

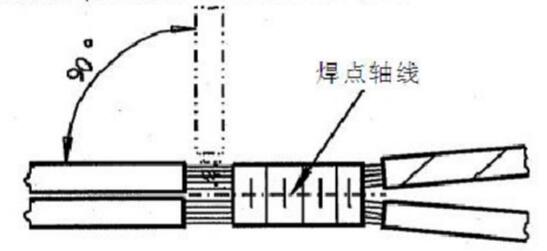
ЯпЪјКИНгКѓЭфЧњВтЪд
ОрРыКИЕу30mmДІНЋЯпЪјЯпЭљЩЯел90ЁуЃЌШЛКѓдйелЛидРДЕФЮЛжУЃЌжиИДСНДЮЁЃвЊЧѓДЫЙ§ГЬжаКИЕуВЛПЩгааОЯпЫЩЩЂЛђЫ№ЛЕЁЃ
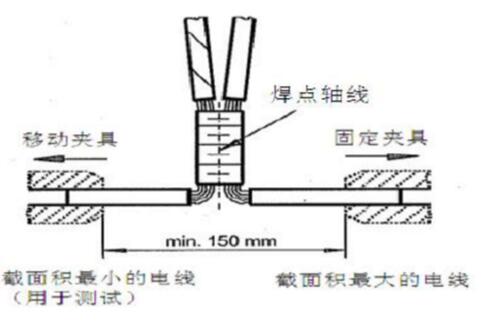
ЯпЪјГЌЩљВЈКИНгЫКРСІВтЪд
бЁдёКИЕуФкЭЌВрНиУцЛ§КЭаЁЕФЕчЯпЙЬЖЈгкРСІЛњЩЯЃЈОЁПЩФмбЁШЁППЕФНќЕФСНЬѕЕчЯпЃЉЃЌвЦЖЏЛюЖЏЖЫВтГіЦфаЁСбСІЃЌаЁЫКСбСІашТњзуЯТАрвЊЧѓЁЃ
зЂЃКРСІЛњЫйЖШЃК50ЁР5mm/min
| ЯпЪјаЁНиУцЛ§(mm2) | AWG | ЫКСбСІ(N) |
| 0.5 | 20 | 15 |
| 0.8 | 19 | 23 |
| 1.0 | 17 | 35 |
| 1.5 | 15 | 45 |
| 2.5 | 13 | 70 |
| 4.0 | 11 | 100 |
| 6.0 | 9 | 130 |
| 10.0 | 7 | 165 |
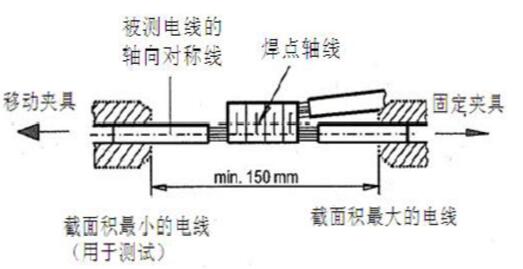
ЯпЪјГЌЩљВЈКИНгЫЎЦНРСІВтЪд
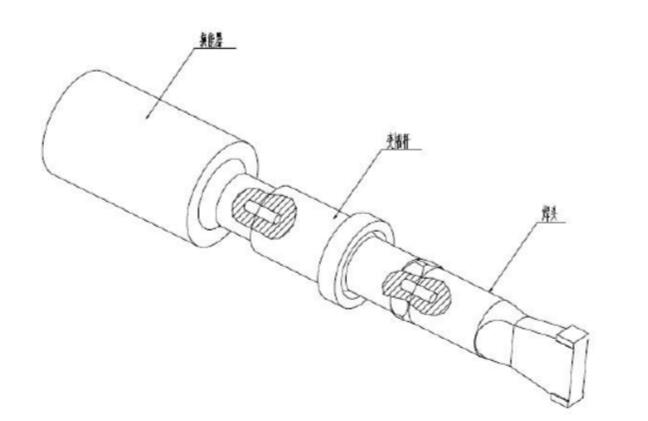
вЛЖЫМааЁНиУцЕФЯпЃЌСэвЛЖЫМаНиУцЕФЯпЃЈМИКѕЪЧЭЌвЛЬѕжБЯпЩЯЕФЃЉЁЃЫЎЦНРСІвЊТњзуБэ3ЕФвЊЧѓЁЃ
зЂЃКЫЎЦНРСІЃК50ЁР5mm/min
| ЯпЪјаЁНиУцЛ§(mm2) | AWG | ЫКСбСІ(N) |
| 0.5 | 20 | 80 |
| 0.8 | 19 | 120 |
| 1.0 | 17 | 160 |
| 1.5 | 15 | 200 |
| 2.5 | 13 | 250 |
| 4.0 | 11 | 350 |
| 6.0 | 9 | 400 |
| 10.0 | 7 | 500 |
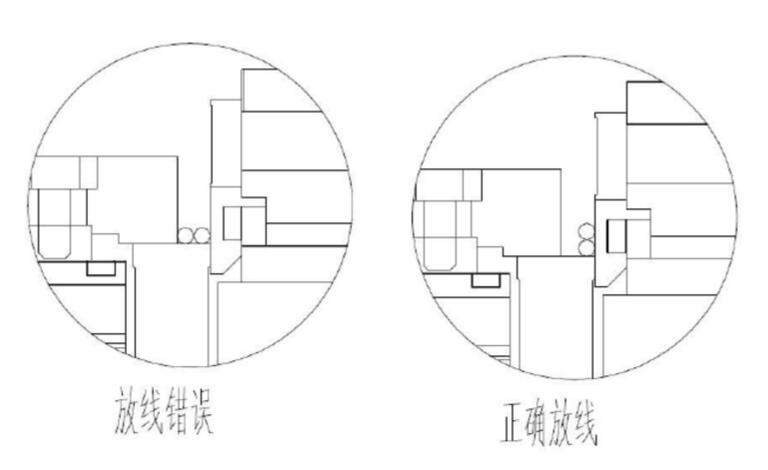
ЯпЪјГЌЩљВЈКИНгЛњИќЛЛКИЭЗЕїећВНжшЃК
1.В№ПЊЯпЪјЛњЕФЩЯАхКЭЧААхЃЛ
2.ХЁЫЩзѓФЃПщЙЬЖЈТнЫПЃЌВЂАбзѓФЃПщЬсЦ№вЛЕуЁЃЗНБуШЁГіеёЖЏЯЕЭГЃЛ
3.ЫЩПЊбЙПщЃЌШЁГіеёЖЏЯЕЭГЃЛ
4.ИќЛЛКИЭЗЃЌВЂзАЛидДІЃЛ
5.аЃзМКИЭЗЃЛ
6.зАЛибЙПщЃЌВЂЙЬЖЈНєеёЖЏЯЕЭГЁЃ
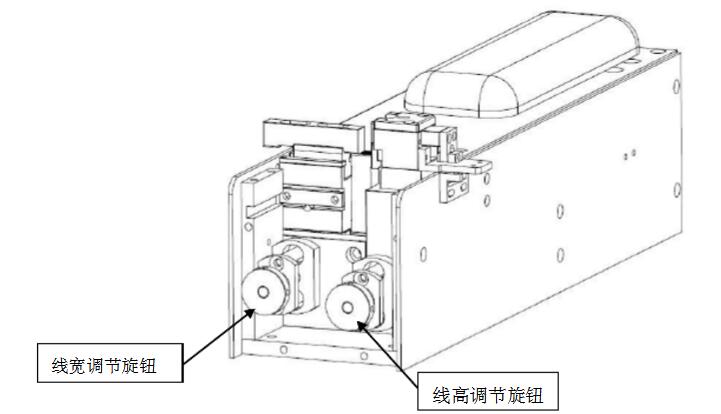
ЯпЪјПэЖШЁЂИпЖШЕїНк
ЯпПэЕїНк
Эљзѓа§зЊЪЧПэЃЌЭљгва§зЊЪЧеЁЃ
ЯпИпЕїНк
Эљзѓа§зЊЪЧИпЃЌЭљгва§зЊЪЧЕЭЁЃ
ИќЛЛеёЖЏЯЕЭГвЊзЂвтЕФЮЪЬтЃК
1.ЯИаФЙлВьСЌНгТнЫЈЮЦТЗЪЧЗёЭъећЃЌУтЕУвђеёЖЏАбеёЖЏЯЕЭГЕФТнбПЦЦЛЕЁЃгаашвЊЪБвЊИќЛЛЃЌУтЕУвђаЁЪЇДѓЁЃ
2.СЌНгУцвЊШЗБЃЧхНрЃЌВЛвЊгаЛвГОЁЂЮяЬхЁЃАВзАЪБвЊМгЛЦгЭЃЌШУГЌЩљВЈДЋЕнЕУИќКУЁЃ
3.ЯШАбТнЫЈХЁНєКИЭЗКѓЃЌдйХЁЫЩАыИіШІЃЌЗРжЙТнЫЈЩЯЫРКИЭЗЃЌдйЩЯЕНЖўМЋИЫЩЯЁЃАВзАЖўМЖИЫгыЛЛФмЦївВБиаыЯШАбТнЫЈЯШХЁЕНЖўМЖИЫЩЯЃЌдйзАЛЛФмЦїЁЃЫГађВЛФмИуЗДЃЌЧыСєвтЃЁ
4.ИќЛЛЭъГЩКѓЃЌЧыВЛвЊСЂМДАВзАЕНЛњЦїЩЯЃЌСЌНгКУЕчРТЯпЃЌАбеёЖЏЯЕЭГжБНгЦНЗХЕНЬЈУцЩЯВтЪдвЛЯТГЌЩљВЈЪЧЗёвьГЃЁЃ
a)гаЙжЩљЪБЃЌЧыжиаТАВзАеёЖЏЯЕЭГЁЃ
b)ЖЯајДђСНЁЂШ§ЗжжгГЌЩљЃЌУПДЮДЅЗЂГЌЩљВЈВЛвЫЙ§ГЄЃЌМьВщЗЂШШЧщПіЗЂШШвьГЃЪБЧыжиаТАВзАЃЈСЌНгУцПЩФмВЛећНрЃЉЁЃ
- ЩЯвЛЦЊЃКЦћГЕЯпЪјГіЛѕЕФЭтЙлМьВщ
- ЯТвЛЦЊЃК2018ИїЙњЦћГЕЯпЪјБъзМДѓШЋ