
线束制作工序:预装、上线、装配护套、缠带、安装管子、缠管、装配定位夹、下线、电测、全检、包装、入库
1.预装
在上线前,将堵头、堵棍、定位夹等装入到连接器的过程。

操作方法:
1)将定位夹直接安装到连接器的卡槽中,通常到位后会发出一声清脆的响声,同时检查定位夹有无损坏;
2)直接将堵头或堵棍装入目视辅助要求的位置孔位;
3)用堵头工件将堵头挤压到位;
4)将预装好的半成品装入指定的物料盒。
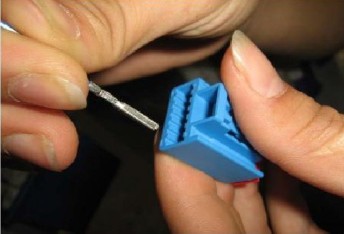
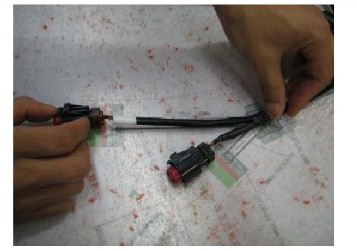
2.上线(插端子)
指将支路穿过闭口管、护套等,再插入连接器的过程。通俗而言就是插端子。
插端子的三步骤:一插二听三回拉
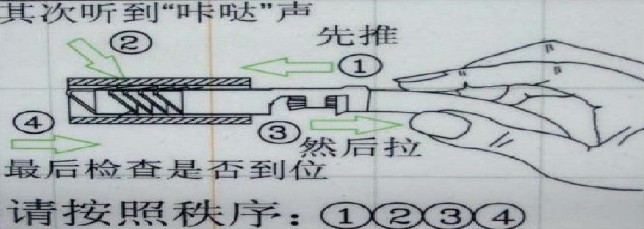
目的:确保端子到位,在连接器里完好锁止。此为次锁止。
插端子的基本要诀:
1)取连接器,检查锁止片是否开启;
2)观察连接器是否防水,以确定端子是否带密封塞;
3)取支路,同时检查端子和电线是否有损坏;
4)观察连接器的孔位形状、孔位大小、孔位深度,以识别端子的大致形状;
5)观察连接器孔位内部的锁止机构和端子的锁止部位,决定插入端子的方向;
6)某些连接器的孔位中带有导向槽,可借此插入端子;
7)按照一插二听三回拉进行端子插接,并且连接器同一方向的相同端子保证毛刷方向一致。
上线方法及注意事项:
1)从物料架上取下支路,注意用力不能太大,确保支路不能接触地面;
2)对支路和端子进行目视自检,支路不得有破皮现象,端子压接无异常,端子无变形;
3)取连接器,冰柜连接器进行目视自检;
4)将连接器调整到配线板上目视辅助所示的连接器方向;
5)将连接器放入相应的夹具;
6)用一只手压住夹具的后下端,用另一只手将连接器放入相应夹具连接器放到位后松开夹具;
7)当所有支路插入连接器后,从物料盒中取锁止片,目视检查是否存在缺陷;
8)从夹具中取出连接器;
9)用一只手按住夹具后下端,使其锁杆放开;
10)用一只手将连接器取出,并释放锁杆;
11)目视检查连接器相应的端部,以检查支路是否全部插入、端子是否锁止、端子是否损坏;
12)再将锁止片插入到连接器内,对于公端子要用专用工具锁止锁止片;
13)锁完连接器锁止片后,再将连接器放入相应的夹具中。

上线时切记:
1)先穿过闭口管、护套等再插端子;

2)布线时,支路一定要过叉子,确保分支走向不凌乱。

3.装配护套
将支路穿过护套,并将其固定在线束上的行为。
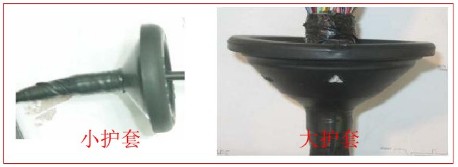
护套安装要求:
1)支路先穿过护套再插入连接器;
2)用扩张器穿护套。扩张器可分为:括皮钳、通道、护套工装等;
3)方向正确;
4)护套尾部用胶带来回缠绕3遍以上。因为护套再安装时,有时会用刀一种润滑剂,成为脱模剂,所以需要多缠胶带以固定护套;
5)设计到需要上胶的线束,护套一定要安装到位;
6)护套扩张安装后,需要检测护套是否完好。随着国产化零件的逐渐增多,国产化零件的质量还有待提高;
7)安装护套,需要注意不要损坏端子。支路穿过护套后,一定要检查端子好坏。
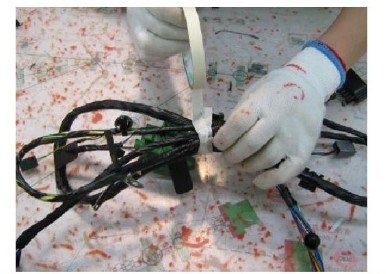
4.缠带
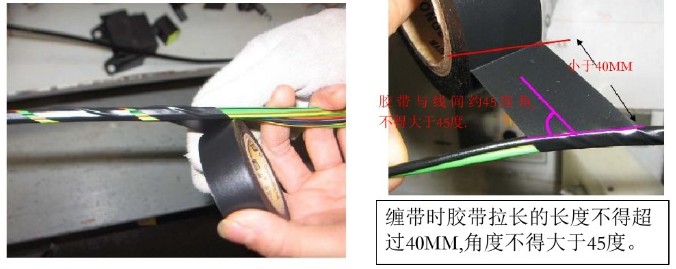
将胶带按一定要求缠绕于线束上面。缠带方法分为:
1)全缠:35%以上的胶带重叠缠绕,重叠率不超过50%;
2)间距缠:胶带缠绕间距不大于一个胶带的自身宽度,以1/2为;
3)点缠:胶带在线束的原点300%的重叠缠绕。标识属于点缠的一种;
4)交叉缠:将胶带交叉缠绕线束分支接点活特殊定位夹,要求固定牢实不漏线。
5.安装管子
在绕线的时候,某些线束需要在线束上安装各种开口管子,主要有开口PVC管,PU管和波纹管。
波纹管的安装要求相对严格,方法如下:
安装波纹管步骤:1扒;2卡;3推
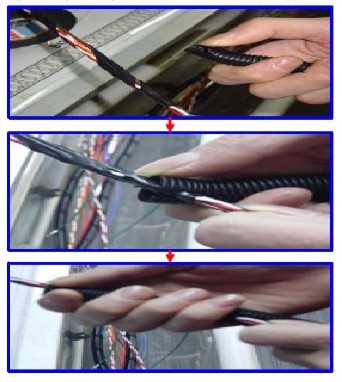
将波纹管的一端分块,沿导线的方向装入,如自己缠绕胶带的要从缠绕胶带位置装入,不得划伤导线。若是闭口的波纹管,导线穿过后,需检查断指是否损坏。
6.缠管
用胶带将PVC管、PU管、波纹管等固定在线束上,并对管子表面进行缠绕的行为。

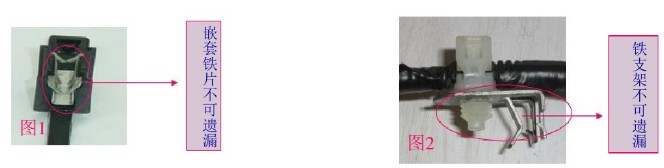
7.装配定位夹
在线束缠绕后,根据装配板上的定位夹夹具安装定位夹,并将其固定在线束的行为。

定位夹安装要求:
1)固定在线束,不能左右移动;
2)方向正确;
3)相邻定位夹之间的尺寸公差为±5mm;
4)用扎带枪剪掉扎带尾部,留1-2个齿。扎带枪分为:MK7和MK9两种;
5)定位夹中的嵌套贴片不能遗失;
6)定位夹上面附加安装的橡胶垫、铁支架等不能遗漏;
7)不带扎带的定位夹用胶带固定,固定方式分为点缠和交叉缠两种,须保证缠牢实;
8)相似定位夹很多,不能用错。
8.下线
线束在装配板上装配完毕后,将连接器、定位夹从装配夹具中取出的过程称为下线。

线束下线注意事项:
1)松开夹具,将连接器从夹具中取出;
2)取出时需避免夹具钩子挂坏连接器;
3)避免分支被叉子挂住,或分支掉地。
9.电测
对下线的线束进行测试的行为。主要测试电路的导通性和定位夹(含特殊测试件如锁止片、护套)的存在性。
10.全检
对电测后的线束进行尺寸检查和外观检查的行为。全检依据尺寸检查板进行操作。尺寸检查板为质量部放行认可的标准检查板,设置有线束的分支尺寸公差,满足于公差的线束均为尺寸合格。
检查方法:依据尺寸检查板上的测试基准点进行操作,分段检查线束的分支尺寸。检查后有些部位会要求做打点标识。
11.包装
包装:全检合格后的线束,依据产品包装卡,对线束进行包装,并按质量包装检查指南进行检查的行为。包装行为可能有“支路回折、打圈、打标记、上盖子、上保险”等。