
1.接通单相AC220V电源,装好进气管。
2.控制箱自动/手动开关至手动位置,按上升钮使滑动板上升至顶点位置。

3.将组合之上下工装夹具置于定位点。
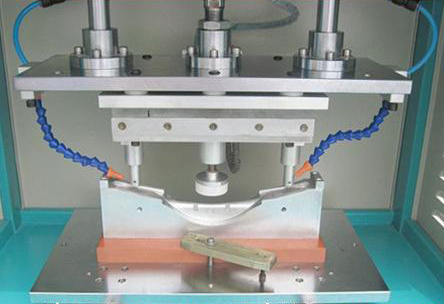
4.按下降钮使滑动板下降至上模位置,并固定好热熔机上模与下模。
5.再按上升钮使上下模脱离。
6.放入胶件于底模内,开始调校模具位置。
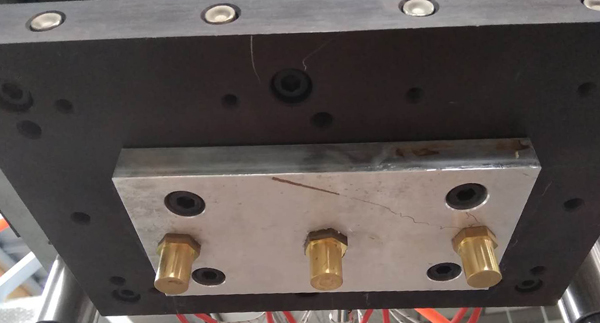
7.调整热熔机上加热模具高低尺寸。(製造标准:可调范围0~3mm)
【先将工具头全部旋至顶点,再逐一调整工具头与长度,使其碰触工作物。调整过程中必须避免工具头与加热板只锁2~3牙情况,以防止工作中产生不稳定状况。】
8.加温至试模温度
(埋植铜钉200~230℃,铆接成型160~175℃)。

9.压力调速(埋植铜钉4~5kg,铆接成型3~4kg)。

10.下降缓衝调整:
a.气压缓衝位置应为距产品40~60mm开始缓衝;
b.油压稳速器位置应为距产品10~30mm开始缓衝。
11.将自动/手动开关切至自动,测试熔接效果。
- 上一篇:塑料热熔机设备特点
- 下一篇:金属与塑胶怎么连接在一起?