超声波振幅直接代表了超声波输出能量的大小,也关系到相关材料的强度和整机的使用寿命。对于超声波焊接设备的寿命以及超声波模具的好坏都有很大的影响。
对于超声波振动系统,从传递能量的角度说,主要的指标叫做超声波的声强I。它是指在垂直于行进波的传播方向上每平方厘米每秒所传递的能量,即I=1/2ρcω2ξ2其中:ρ是材料的密度;C是材料中超声波传播的速度;ω是角频率;ξ是超声波振幅;显然,超声波振幅增大,超声波能量就以平方的关系成倍增大。在超声波焊接工艺中,若振幅太小,焊接能量不够,该焊的地方焊不牢。就算增加压力或延长焊接时间,也没有很好的效果。若振幅太大,则造成过焊、流胶或焊穿。同样,减小压力或缩短时间也收效不大。若模具设计不合理造成振幅分布不均匀,则焊接就会不均匀,质量就大大下降。
在超声波设备的设计生产过程中,若超声模具振幅设计太大,相应地材料内部应力也太大,超过了材料本身的抗拉强度和疲劳强度,结果就是模具材料开裂。一般而言,我们建议客户在设计超声模具时,控制超声模具的振幅参数在合理的范围内,以保证超声波系统能安全可靠的工作。
超声波模具设计的最大允振幅
| 15KHZ | 20KHZ | 28KHZ | 35KHZ | 40KHZ | |
| 铝合金(7075/6061) | 70μm | 50μm | 30μm | 25μm | 20μm |
| 钛合金 | 120μm | 100μm | 60μm | 40μm | 30μm |
| 钢材(铬钢或A3钢) | 100μm | 80μm | 40μm | 30μm | 25μm |
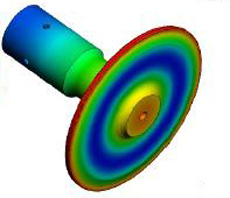
超声波振幅通常指超声波焊接设备的振幅。超声波部件在做超声波振动时,其运动形式一般是纵向的伸缩运动。这种运动是由于构成这个部件的材料,在周期性的外力作用下变形产生的。其特点是该部件整体作伸长和缩短的周期性变形,越接近端面,变形量越大;部件的两头,变形量最大;端面质点的来回往复运动,静止点(或叫起始点)在中间,运动轨迹在静止点两边等量分布。其测量难点在于频率高和振幅小。通常频率在12kHz~50kHz之间,振幅在1μm~100μm之间。
- 上一篇:超声波模具可以自己制作吗?
- 下一篇:超声波模具的设计