
主显示窗口功能说明:
1.频率范围:显示发生器所追踪到换能器及模具的谐振频率点的位置,将模具及换能器调整到发生器中心频率点中间的位置。如中心频率点显示偏左或偏右,表示超声波模具频率偏低或偏高。
2.频率:显示为到当前时间的实际谐振频率,单位为KHZ。
3.振幅:显示超声波输出振幅及功率的百分比。
4.产量:显示超声波焊接设备生产次数。
5.模式:此机型有两种工作模式,一种为自动模式,焊接过程由所设定的时间来控制;另一种为调模模式,按“启动”键后,焊头下降,以便调节模具高度,如需焊头上升,按“急停”键。
6.电流:显示工作电流的大小。
7.功率:显示焊接后瞬间输出功率。
工具栏说明:
1.计数清零:按此键后对产量数量清零。
2.自动/调模:进行自动模式与调模模式的切换。
3.频率扫描:此机型为计算机自动追踪频率,更换模具后请按频率扫描键,系统将自动进行频率扫描程序,扫描正常后系统将自动保存超声波模具频率数据;如扫描不正常,系统将报警并提示相应故障信息。
4.设置确认:按设置确认键进入设置界面,可对相应焊接参数作调整,调整完毕再此键进行确认保存。
5.音波测试:用于检查露于空气中处于空载状态下的换能器/变幅器/焊头焊头组件的消耗功率,同时也能够测试焊头是否正常,若焊头异常即使在空载状态下亦可能产生超载报警。
6. :设置界面中上移。
:设置界面中上移。
7. :设置界面中下移。
:设置界面中下移。
8. :设置界面中增加参数值。
:设置界面中增加参数值。
9. :设置界面中减小参数值。
:设置界面中减小参数值。
按“设置确认”键后弹出设置窗口:

延迟时间:显示延时触发超声波的时间。
?焊接时间:显示触发超声波的时间。
?冷却时间:超声波焊接后气缸停顿冷却焊接工件的时间。
振落时间:显示振落粘住超声波上模具焊接工件的时间(一般情况不使用此功能)。
?振幅:本机型振幅可由50%—100%可调,设定值低于60%时,可能会因振幅值太低造成超声波输出功率偏小,从而导致焊接不良;设定值高85%时,可能会因太高的振幅设定值减小超声波振子、超声波工具头的使用寿命。
焊接参数的设置
进入设置参数界面后可对各项技术参数进行设置,按
上下移动所需修改的技术
参数后,所选择数字闪烁,然后直接在右边
键调整,然后按设置确认键保存并退出设置界面。
机箱背面接线说明:
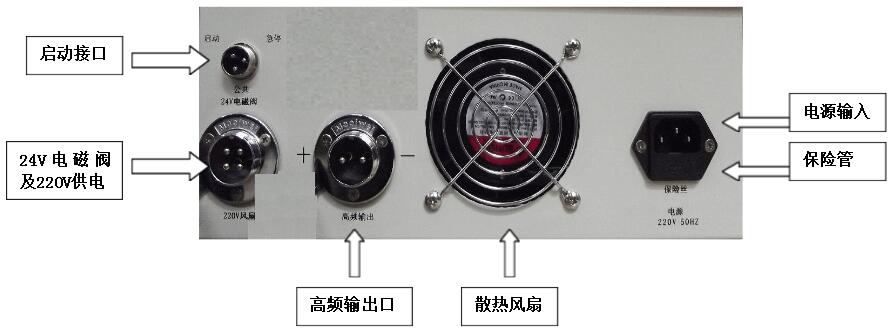
1.启动界面:直接与机架上的“急停”按钮及“启动”按钮相连,公共与急停接“停止”
按钮的常闭端;公共与启动接“启动”
按钮的常开端。
2.24V电磁阀及220V供电:上面两芯接机架上24V电磁阀,下面两芯为机架上提供220V供电,可接机架上220V风扇或220V升降马达,注意:不能将此四芯线接错,否则对设备可能造成严重损坏!
3.高频输出口:“+”接超声波振动子正极;“-”接超声波振动子负极。
4.散热风扇:工作中请确保散热风扇口通风良好,请及时清理散热口异物及灰尘。
5.电源输入:系统需要用户提供单相输入带接地端并且电压为220VAC@50/60Hz、负载电流不小于10A的电源。
6.保险管:本机型采用内嵌式保险座,如需更换保险丝,将电源插头下方保险座扣出即可更换。
报警提示

- 上一篇:激光焊接塑料的新方法
- 下一篇:超声波切割刀时需要注意些什么?