
1.预防和减少焊接变形的方法必须考虑焊接工艺设计以及在焊接时克服冷热循环的变化。收缩无法消除,但可以控制。减少收缩变形的途径有以下几方面。
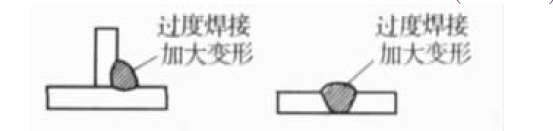
1)勿过量焊接
越多的金属填充在焊接点会产生较大的变形力。正确制定焊缝尺寸,不仅能得到较小的焊接变形,还可节省焊材和时间。填充焊缝的焊接金属量应小,焊缝应呈平坦或微凸形,过量的焊接金属不会增加强度。反而会增加收缩力,增加焊接变形。
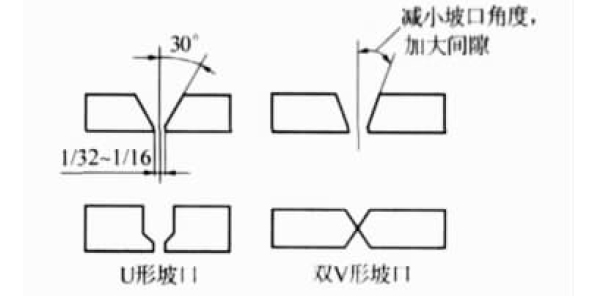
通常,焊接变形不作为“问题”时,选择常规的焊接接头;变形量较大时,则应选择接头形式以平衡焊接应力和焊接金属填充量。
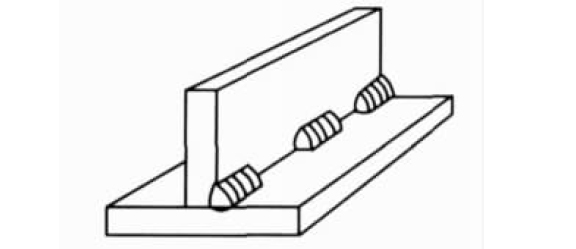
2)间断焊缝
另一种减少焊缝填充量的途径是较多地采用间断焊接。如焊接加强板,间断焊接可减少75%的焊缝填充量,同时也能保证所需强度。
3)减少焊道
采用粗焊丝、少焊道焊接比采用细焊丝、多焊道焊接变形小。多焊道时每一焊道引起的收缩累计增加了焊缝总的收缩。少焊道、粗焊条焊接工艺比多焊道、细焊条焊接的工艺效果更好。

注意:采用粗焊丝、少焊道焊接或细焊丝、多焊道焊接工艺依据材质而定,一般低碳钢、16Mn等材质适用粗焊丝、少焊道焊接,不锈钢、高碳钢等材质适用细焊丝、多焊道焊接
4)焊缝设置在中和轴
提供一个小的杠杆作用使收缩力把钢板向外拉,起到调整作用,使得焊接变形小。

工件的设计和焊接顺序可有效控制焊接变形。
2.减少焊接变形的其他方法
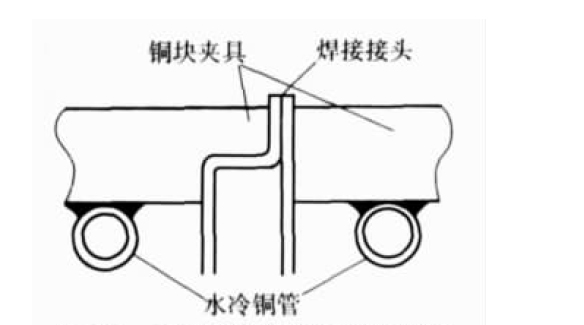
1)水冷块
很多技术都可用来控制特殊焊接工件的焊接变形。例如,在薄板焊接中,采用水冷块可带走焊接工件的热量。采用铜焊或锡焊将铜管焊接到铜制夹具,通过水管进行循环冷却,以减少焊接变形。
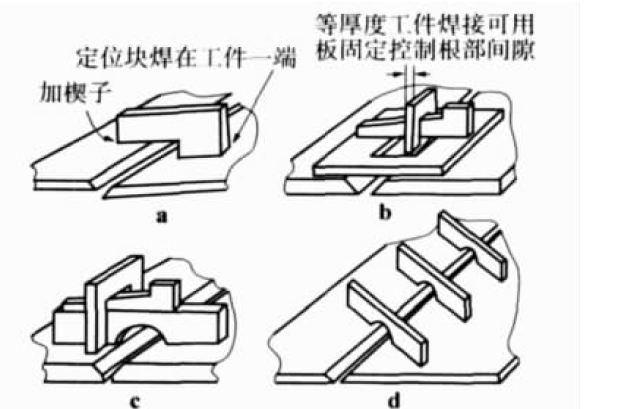
2)楔形块定位板
“定位板”是钢板对焊时的一种有效控制焊接变形的技术,如图15所示。定位板的一端焊在工件的一块板上,另一端将楔形块楔入压板,甚至可采用多个定位板排列,以保持焊接时对焊接钢板的定位、固定。
3)消除热应力
除特殊情况外,采用加热来消除应力不是正确的方法,应在工件焊接完成前进行预防或减少焊接变形。
- 上一篇:影响塑料焊接质量的因素
- 下一篇:铜母线焊接工艺及特点