
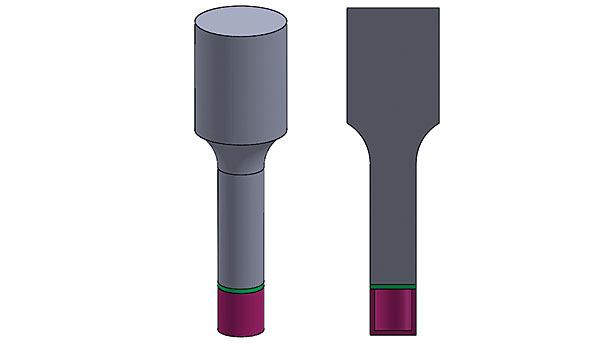
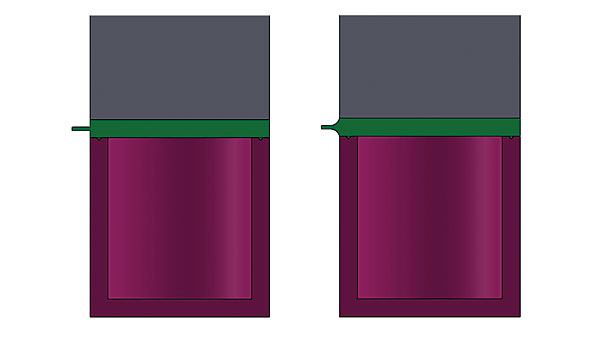
该图显示等距(左)和横截面(右)超声波焊接安装的意见。超声焊极,或模具,是黑色的,顶端部是绿色的,并且所述打坐部分是紫色。
为了防止焊接过程中标志着部件,模具的轮廓紧密配合是很重要的。模具和部件(右)之间的匹配不好将可能导致标记。
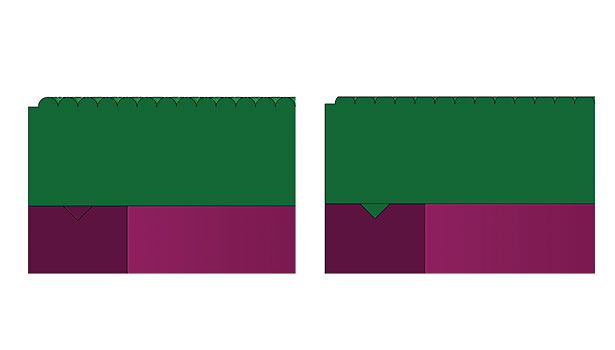
如果该超声焊极用于接触的纹理表面,该纹理可在焊接期间溶化。左侧的图表示焊接前的质感。右边的图表示焊接后的质感。为了防止这种情况发生,将超声探头和部分作为缓冲之间的膜。
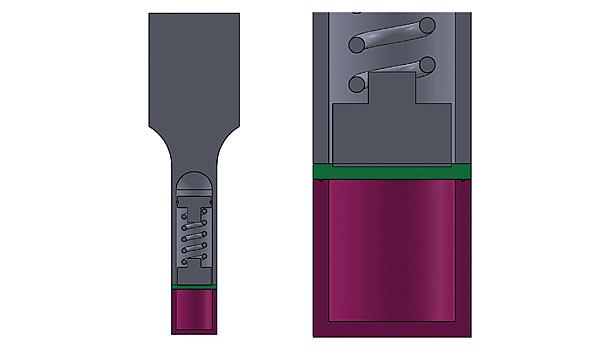
一个节点柱塞可以施加压力的部分中心,从而抑制此区域的振动,并防止燃烧。
作为零件超声波焊接过程中产生振动,应力集中任何区域容易受到加热。其结果是,具有尖锐的半径(左)的小特征可焊接时折断。右侧部分具有比较强大的半径,这将在基地防止开裂。
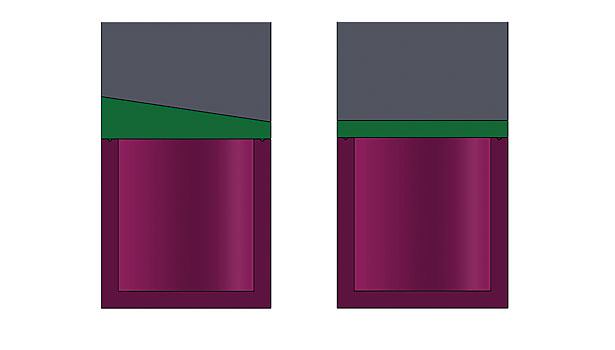
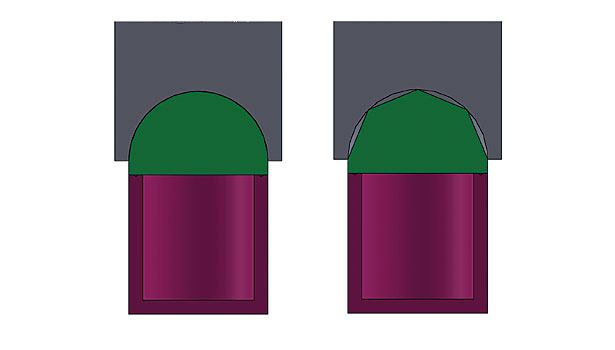
如果表面,其中所述模具接触部是部均匀的(左),超声波的振幅可能是部均匀的,以及,产生部一致的焊接。右边的图显示了优选的设计。
超声波焊接是速度快,不需要消耗品,并且可以应用到各种应用。此外,设备成本相对较低。超声波焊接可以创建强,气密性焊接是视觉上的吸引力。然而,一些设计考虑必须加以考虑,以确保的结果。
功能表面损伤和破裂可能偶尔从应用超声波能量的一个装配的结果。此外,一些设计的选择有可能形成强烈的排斥和一致的焊缝。下面是一些常见的超声波的困难和如何防止它们。
部分刨
当超声波发生器和部件之间的配合是不正确的发生欺诈。如果该部分的轮廓,这是重要的,该超声焊极的轮廓部分的轮廓紧密匹配。如果零件和超声探头的形状不同,超声波发生器会挤压零件表面上,造成标记。另外,超声波发生器的边缘可以留下见证痕迹。
为了防止这种标记,它可以帮助把角边缘足够的半径,并有抛光的部分匹配超声波发生器的轮廓。请与超声焊极的制造商进行任何修改该工具之前然而检查。超声焊极是声学乐器,正因为如此,任何材料的去除可能与其功能造成干扰。
纹理玷污
如果该超声焊极被用于接触的纹理表面,该纹理可在焊接期间熔化。超声波的能量集中在很小的接触面,和一个纹理的表面提供了这一点。这使得有可能当暴露于超声振动的一些部分的表面会熔化。为了防止这种情况发生,将超声探头和部分作为缓冲之间的膜。
表面燃烧
当超声波振动导致部分像一个隔膜和弓向内向外的振动行进穿过燃烧的部分可以引起的。这种周期性的应变会导致内部加热,这会导致在该部分的中间焦痕。通常被称为“diaphragming,”这种现象更有可能出现被接触部分为薄发生。
损坏部分表面还可以通过捕获在超声焊极和部件之间的空气气穴引起的。这是喇叭和工件表面之间的空气可以加热到足以燃烧下,当喇叭振动产生的快速压缩和膨胀的部分。
通常可以通过使用节点柱塞,其可在焊接过程中抑制该部分的中间,并防止空气的喇叭和部件之间的任何俘获防止这些效果。一个节点柱塞是安装超声波发生器内的弹簧加载阻尼器。
去浇口
作为零件超声波焊接过程中产生振动,应力集中的任何区域很容易受到加热。出于这个原因,用锋利的半径小的特点会在焊接过程中折断的装配。薄墙也可以燃烧。这就是为什么超声波可用于通过浇道与超声焊极接触以degate从浇道部件。
通过设计半径尽可能大,防止这种情况,并避免使用薄壁连接大块的组装。
焊接不均
有不均匀焊接的一些潜在的原因。常见的是在接合不一致能量由于在超声焊极接触面或连接面的变化。超声波能量传播通过超声波发生器了一股的部分。如果表面,其中该超声焊极接触部分是不平衡的,超声波的振幅可能是不均匀的,以及。
振幅是峰值到峰值的位移,这是直接关系到被多少超声波能量应用到部分措施。当这种变化,在接头的热量变化,并且这样做的焊接强度或质量。当超声探头接触面是平的,甚至这也可能发生,但是从该面到零件的距离是不一致的。超声波能量迅速消散,因为它穿过部分,所以在这个移动量的偏差将导致不均匀的焊接。
另一件事看出来的是提供一个一致的联合设计。如果该能量控制器高度或剪切接头宽度不贯穿部分相同,则焊接强度将是不一样的任一。事实上,某些区域可能不焊接在所有。
,确保有在角接触面与接头之间的部分设计没有空隙。超声波能量不会在空气中传播。
- 上一篇:超声波缝纫机原理
- 下一篇:激光焊接塑料应用行业及焊接优势