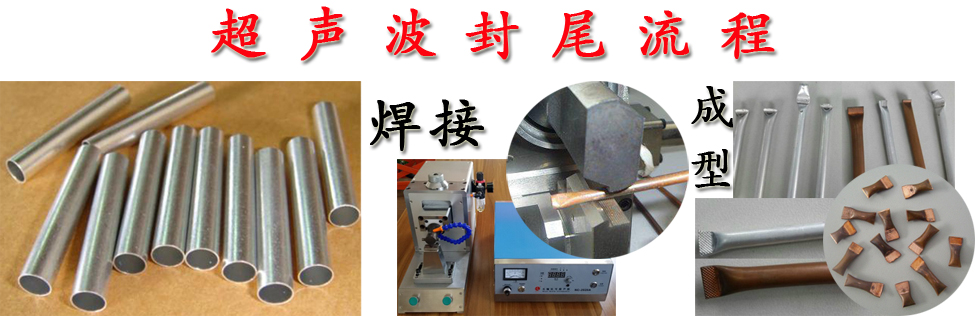
超声波铜管封尾机结构及部件功能
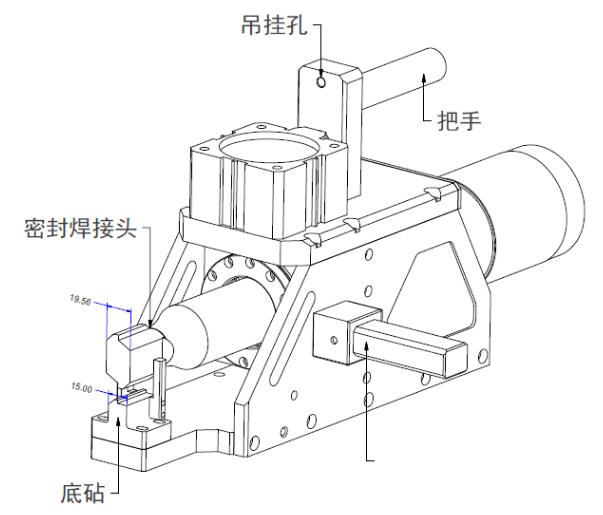
吊挂孔:将焊接机枪头吊挂起来以减轻负担方便操作
把手:手握紧的地方
密封焊接头:又称超声波焊接头
底砧:又称底模
焊接按钮:焊接时使用此按钮
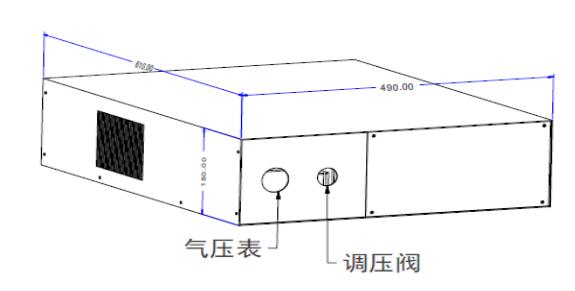
气压表:保证设备工作时所需要的压力
调压阀:调节气压的大小
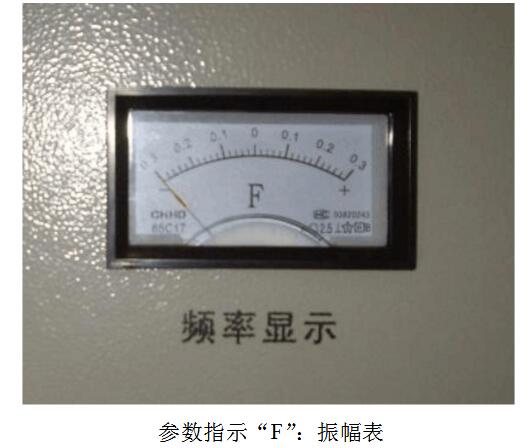
将右侧封盖打开,校准电箱与换能器系统谐振状态,观察电压表V与频率表F的指示状态,电压表V指示两小格内(30伏以内)、频率表F指示向右偏移0.1左右为正常状态
注意:电箱上电压表V与频率表F不在正常状态时,切勿使用!出厂设备已调试在正常状态
超声波铜管封尾机安装与调试
工作原理:将220V/50Hz或380V/50Hz的电源供电,转化20KHz或15KHz的高压电能,利用换能器转换成机械能,机械振动增幅器放大经焊头传递至被加工物体,利用空气压力,产生工件接触面加压摩擦熔接的效果。
超声波铜管封尾机安装程序
将厂方配制的线缆分别连接电箱和焊接机座,并拧紧;调整机座高度并拧紧机体固定把手;观察手柄上焊接按钮是否复位,如未,请复位;连接好气源及电源,并接好地线;将焊头与底模之间接触面擦拭干净,检查焊头是否拧紧并准备就绪。
操作前,请务必做超声波检测(请参考第五章电箱操作),以确定电箱、频率与换能器系统机械谐振频率一致(请保留现场资料)。尤其是更换焊头或改变输出振幅之后,不可忽视。
超声波检测
为了达到的使用效果并维护本机的性能,调整电箱与换能器系统的谐振,非常重要。
(1)调谐前,确保焊头与增幅器之间必须锁紧。调谐时,焊头不要接触其他物品
(2)打开电源开关,此时电源指示灯亮
(3)按下超声波测试开关(试音),并注视负载表(电压表“V”不可大于2小格,振幅表“F”向右0.1则按下试音按钮要非常短),调整频率调节旋钮,左右旋转直到负载表在正常范围
注意:
(1)调整频率调节时,负载表电压表大小变化,并非表示功率输出大小,只表示电箱与换能器系统谐振程度(电压越小,谐振越好)。
(2)负载表空载时,表示谐振程度;带负载时,表示输出能量。
(3)调谐时,如发现电压表和频率表2个指示表偏离太多,回原点速度缓慢,则5秒之后,调整频率调节旋钮,再次做超声波检测。
(4)正确的频率调节非常重要,如果无法达到正常状态,请参照故障检修表,不可勉强使用,以免损坏机器。
超声波铜管封口机调模
为了达到高的焊接质量,焊头与底模的平行度、垂直度很关键,需要仔细调整到状态,出厂时设备已调整好在以下情形需要调整焊头、底模的平行度、垂直度等间隙均匀
(1)更换新的模具
(2)调整新的工作面
调模的具体方法:
1.将工作气压调整到2~3兆帕,利用“定位”开关升降焊头反复校准焊头与底模
2.校准好焊头与底模之后,将焊头内部锁紧
3.调整焊接、延时时间,气压、试焊样件
4.观察样件,如焊接不均匀,则需要仔细校准焊头和底模的平衡以及吻合程度
超声波铜管封口机机座、电箱操作
(1)刀口间隙调整,如下图所示:
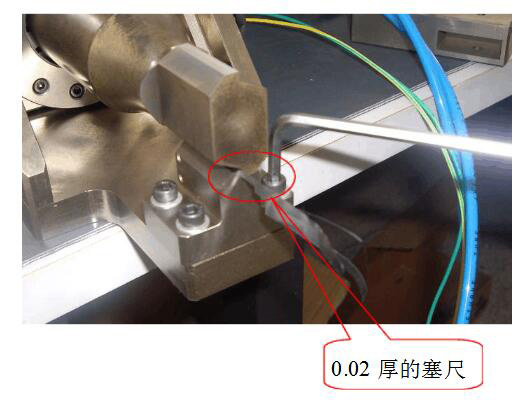
调整步骤:
a松开底模固定螺丝,将焊头拉到下始点在把塞尺塞入焊头与刀口侧面,手动推住底模然后将四个紧固螺丝锁定即可
b按下定位按钮来回动作几次测试焊头与底模是否有摩擦注意:焊头与底模刀口侧面的间隙要调整好在使用,否侧影响焊头使用寿命
(2)拆卸安装焊头
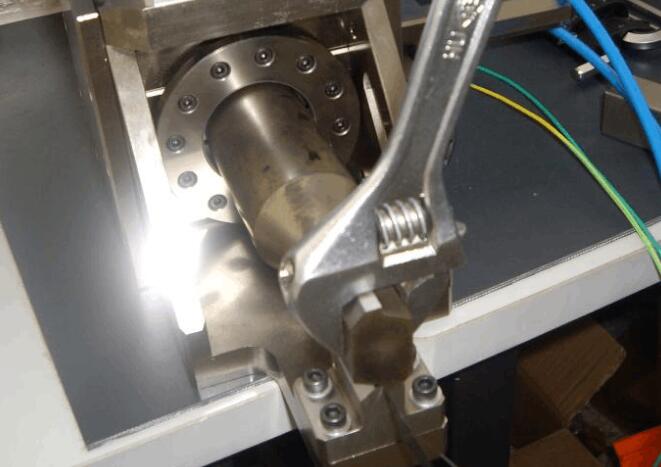
操作步骤:
开口扳手卡住焊头两个平面即可拆下焊头
向左-------拆
向右-------紧
注意:焊头安装必须牢固,安装方法:需用500mm的加力杆、成年人手动旋转到底
测试焊头紧固的方法:按下电箱红色试音按钮,没有响亮的尖叫声即可
(3)焊头工作面的调整
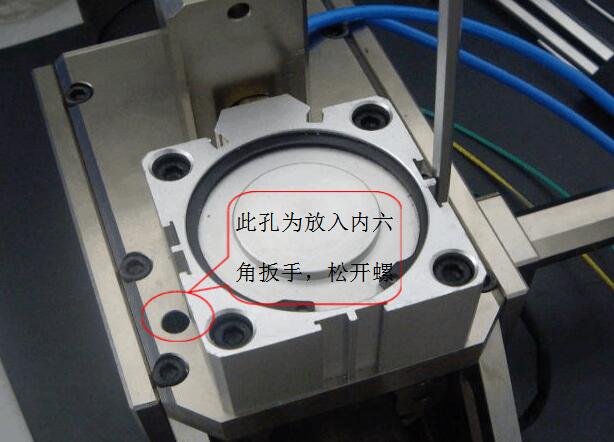
(4)焊头工作面调整步骤
a将5号内六角扳手插入标识的孔内松开紧固螺丝可旋转焊头
b重复动作一步骤完成焊头刀口侧面的间隙
(5)焊头使用要求
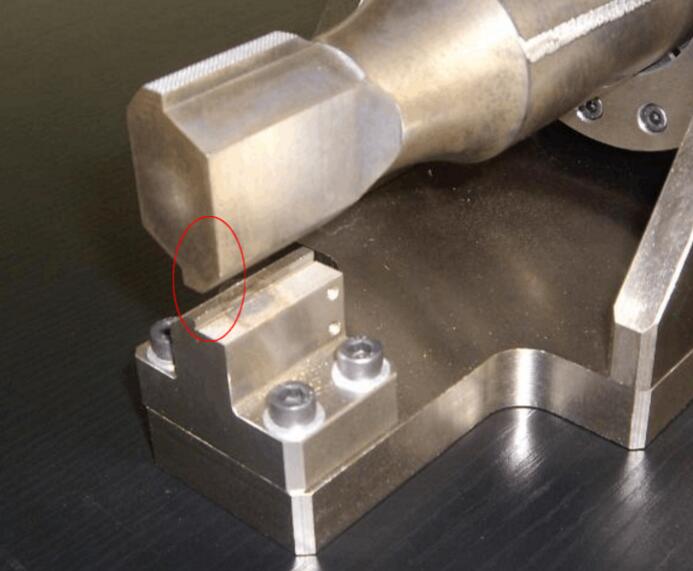
a 焊头使用长度为30mm(可分四处使用)
b 四处循环使用
c 焊头与刀口侧面间隙为0.02
d 严禁空按焊接按钮
超声波铜管封尾机电箱操作说明

操作说明:点动按下试音按钮,振幅表指针在0~0.1之间为正常状态
当按下试音按钮振幅表不在0~0.1之间,则此时说明不在谐振状态,需调节此“频率调节器”旋钮(左旋或右旋)达到正常状态
注意:正常生产时不要旋动此旋钮,只有在调试和定期音波检测时使用
正常状态:点动按下试音按钮,指针示数为0~0.1之间
注意:点动按下试音按钮,指针示数不在0~0.1之间为非正常状态不可焊接

正常状态:按下试音按钮,指针示数为20V左右
注意:按下试音按钮,指针示数超过40V为非正常状态不可焊接

定位:按下此按钮,气缸动作
试音:按下此按钮(点动)为音波检测,正常状态为“电压表指针示数为20V左右,振幅表指针在0~0.1之间”
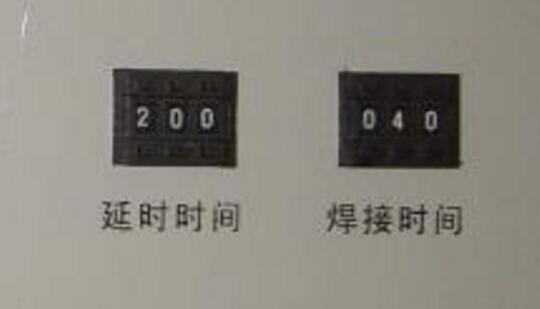
焊接时间:当前焊接时间为300MS,指焊头振动的时间,出厂之前会根据客户提供的样品测试出一组参考数据,客户可根据提供的参考数据进行焊接
延时时间:指气缸开始动作到焊头发振的时间,根据气缸的行程和速度来调节,一般时间为50~100MS

名称:气压调节及显示
作用:用来调节焊接时所需要的压力,通常情况压力在0.2Mpa~0.5Mpa,根据产品不同提供的焊接压力也不同
注意:出厂时会根据客户样品确定焊接压力
超声波铜管封口机保养与维护
1.焊头、底砧及工作物常保持清洁
2.定期检查电缆头是否松动
3.定期清洗空气滤清器,应使用清洁剂或水,不可使用挥发性溶剂。
4.机械定期擦拭,但不可使用液体清洗,电箱上方勿重压或放置流体物。
5.工作场所保持空气流通,周围温度不可过高。(40°C以下)
6.运动组件定期抹油,并保持清洁。
7.搬动机器时,电箱应与机体分离(拆开电缆插座),搬动须小心,勿受撞击。
8.长时间不使用时,请将本机外观擦拭,上油保养,置于干燥通风场所。
- 上一篇:超声波切割与激光切割的区别
- 下一篇:超声波焊接机主要部件的选型对日常维护的影响