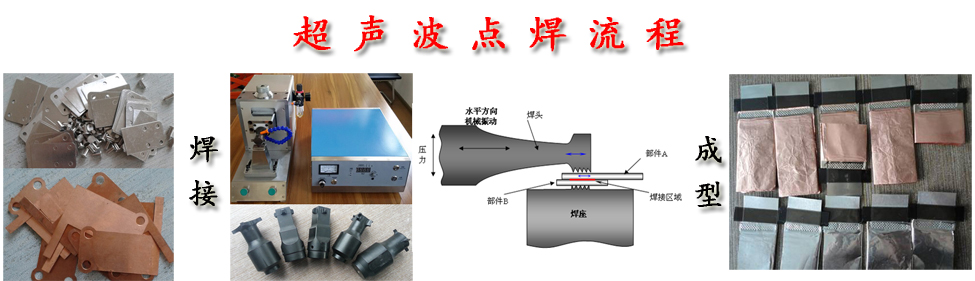

锂离子电池有很多种型号,在其生产过程中,需要焊接的工序包括电池组连接片焊接、外壳密封焊接、极耳焊接、安全阀焊接等。
焊接的材质主要有纯铜、镍、铝及铝合金、不锈钢等,根据材料种类和厚度不同,所用激光器主要为低频脉冲YAG固体激光器、准连续或连续光纤激光器。
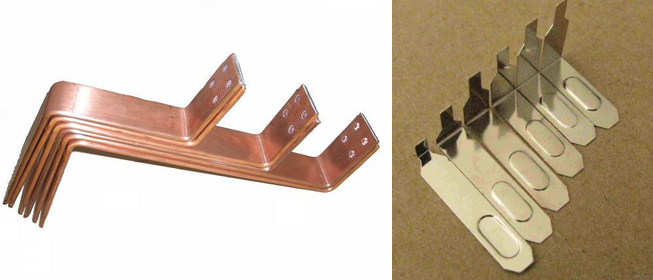
1.电池组连接片焊接
电池之间的串并联一般通过连接片与单体电池的焊接来完成,正负极材质不同,一般有铜和铝两种材质,由于铜和铝之间采用激光焊接后形成脆性化合物,无法满足使用要求,通常采用超声波焊接外,铜和铜、铝和铝一般均采用激光焊接。
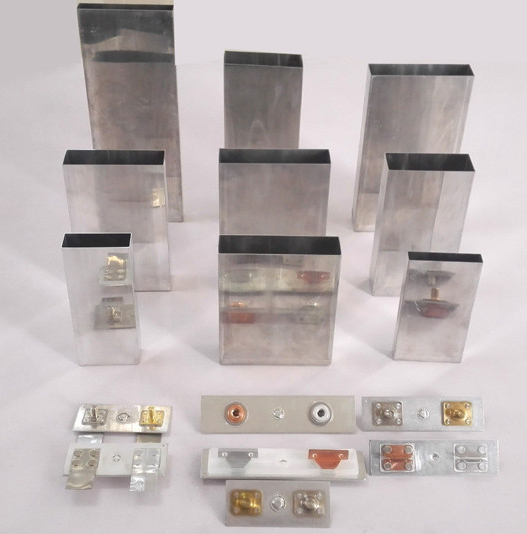
2.电池壳体与盖板封口焊接
电池的壳体材料有铝合金和不锈钢,其中采用铝合金的多,一般为3003铝合金,也有少数采用纯铝。不锈钢是激光焊接性好的材质,尤其304不锈钢,无论是脉冲还是连续激光都能够获得外观和性能良好的焊缝。铝及铝合金的激光焊焊接性能根据采用焊接方式的不同而略有差异。除了纯铝和3系铝合金采用脉冲焊接和连续焊接都没有问题,其他系列铝合金优选择连续激光焊接方式,以减小裂纹敏感性。同时,根据电池壳体厚度选择合适功率的激光器,一般壳体厚度1mm以下时,可考虑采用1000W以内单模激光器,厚度在1mm以上需使用1000W以上单模或多模激光器。
小容量锂电池常采用比较薄的铝壳(厚度在0.25mm左右),也有的采用钢壳。由于壳体厚度的关系,此类电池的焊接一般采用较低功率的激光器即可,目前采用的是YLR-500激光器。根据实际焊接需要可采用连续焊接,也可以采用调制脉冲输出的脉冲激光焊接,或直接采用QCW准连续激光器进行脉冲焊接。
同时配置振镜焊接头的焊接方式也可采用。使用连续激光器焊接薄壳锂电池,效率可以提升5~10倍,且外观效果和密封性更好。因此有逐渐取代脉冲激光器在这个应用领域的趋势。
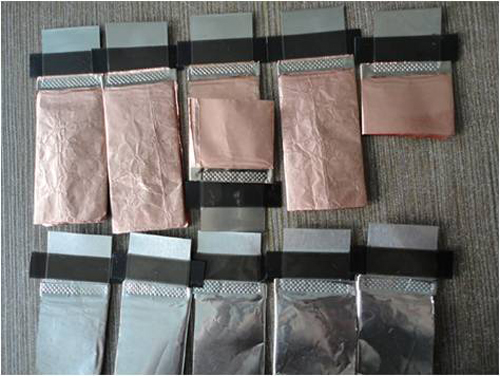
3.电池极带点焊
电池极带使用的材质包括纯铝带、镍带、铝镍复合带以及少量的铜带等。电池极带的焊接一般使用脉冲焊接机,随着IPG公司QCW准连续激光器的出现,其在电池极带焊接上也得到了广泛的应用,同时由于其光束质量好、焊斑能够做到很小,其在应对高反射率的铝带、铜带以及窄带电池极带(极带宽度在1.5mm以下)的焊接有着独特的优势。

4.电池极耳焊接
正极也叫电池的极耳,大部分是铝制的,在二次电池的制作中需要将其与另外一铝制的安全阀焊接在一起。
5.电池安全阀焊接
电池的安全阀是电池封口板上的薄壁阀体,当电池内部压力超过规定值时,安全阀阀体破裂,避免电池爆裂。安全阀结构巧妙,很多是电池厂家的专利设计,但其基本原理多为用激光焊接牢固的、一定形状的两个铝质金属片,由激光熔斑形成的抗拉强度,需在设计值范围之内,即通过激光熔斑使电池内部形成通路;但当内部压力升高到一定值时,激光熔斑被撕开,起到保护作用,因而这道工序对激光焊接工艺要求极为严格。
没有采用连续激光焊接之前,电池防爆阀的焊接都是采用脉冲激光器焊接,通过焊点与焊点的重叠和覆盖来实现连续密封焊接,但焊接效率较低,且密封性相对较差。采用连续激光焊接可以实现高速高质量的焊接,焊接稳定性、焊接效率以及良品率都能够得到保障。

- 上一篇:电池pack激光焊接工艺难点
- 下一篇:使用锂电池的安全注意事项