超声波焊接效果的影响因素有:电芯制作工艺(叠片或卷绕),单层极耳厚度、极耳材质,盖板极耳引片厚度、材质,极耳引片厚度、材质,焊接面积,焊印形状,焊接参数等。

1.超声波焊接在铝壳电池制作中的应用
铝壳电池(叠片工艺)在制作过程中,对于层数较多的极耳,需通过超声波焊接机对多层极耳预焊,再将预焊后的极耳与盖板极耳引片焊接起来。若极耳层数较少,可直接对多层极耳与盖板极耳引片进行焊接,无需预焊;若盖板极耳引片厚度较大,即使极耳层数较少,也需进行预焊。预焊起到整形的作用,有利于盖板极耳引片与极耳之间的焊接。
目前,市场上适合锂离子电池行业使用的超声波焊接机功率,功率小的为40khz/500w,功率大的为20khz/5500w。预焊时,可选择功率较小的设备,盖板焊接时可选择功率较大的设备,为保证焊接质量,预焊和盖板焊接所用设备应分开选择。对于同一台设备,可同时进行预焊和盖板焊接,但要频繁调整焊接参数,易导致焊接效果不稳定。焊接完成后,需要使用拉力设备检验焊接效果,根据测试结果对焊接参数进行调整,直至焊接效果佳。
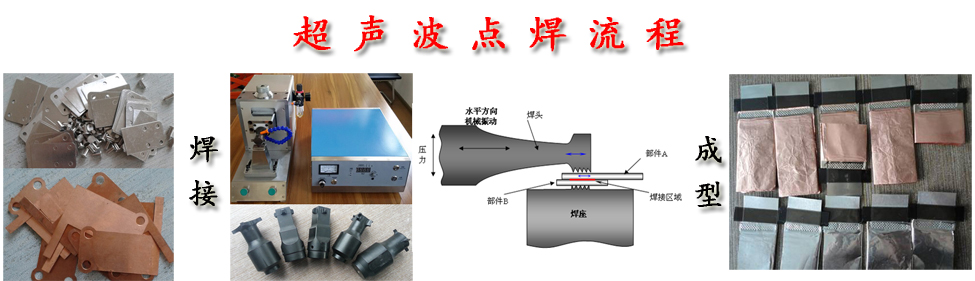
2.超声波焊接在软包电池制作中的应用
软包电池(叠片工艺)与铝壳电池(叠片工艺)不同,在制作过程中,软包电池需对多层极耳进行预焊,再将极耳引片与预焊后的极耳焊接在一起,极耳引片与铝壳电池的记住功能相当。整个过程分为极耳预焊和极耳引片焊接两步。软包电池(叠片工艺)层数较小,可用功率较小的超声波焊接机。
软包电池(卷绕工艺)需要将正、负极的极耳引片分布焊接在正、负极片上,再进行卷绕,形成单只电芯。在此过程中超声波焊接机进行极耳引片焊接,由于极耳引片较薄,可选用800w左右的焊机焊接。

- 上一篇:磷酸铁锂电池的工作原理及结构特点
- 下一篇:锂电池的构成及优缺点